 |
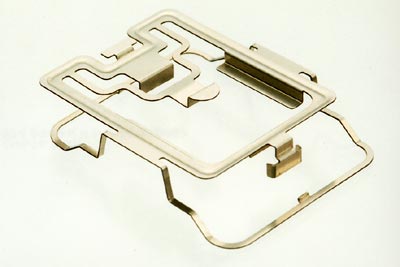
写真2〜3
曲げ加工後の調整段階では“逃がし”の個所をどこに設定するかがポイントになる。 |
 |
|
| 昨 |
年度の“微細加工品の部・銅賞”に続く連続受賞、しかも金・銀賞というダブル受賞で、わずか2年間のうちに金・銀・銅を獲得するという偉業を成し遂げたのがバン製作所。同社は創業以来、試作加工一筋。特に今回の“微細加工品の部・金賞”受賞は、同社がいま最も力を注いでいる分野だけに、その喜びもひとしおである。当然のことながら、微細加工品は製品が小さい上に、100分台の精度が求められる世界。実際の加工にあたっては設計図面上には表現できない創意・工夫が必要とされる。まさに同社ならではのノウハウが、高い評価を受けたのである。
カードスロットの材質はSUSバネ鋼、板厚は0.3mm、要求精度は±0.01mm。
フィン(ジャバラ部)の材質はSUSバネ鋼、板厚は0.2mm、要求精度は±0.1mm。
|
|
| カ |
ードスロットは、まず平板の状態で絞り加工を施し、レーザー加工機で外形を切断している。これは製品の材料部が少なく、細いために、外形を先に切断するとビードによって歪みなどが生じるおそれがあるからである。次の曲げ加工は、そのほとんどがプレスブレーキで行われ、プレスブレーキが使えない部分は、一部、鋼板を重ねた型を起こして対応している。ちなみに型の製作にあたっては、製品の材質がSUSのバネ鋼のために、それよりも堅いリボン板を使用、レーザー加工機によってより精度の高い型作りを心がけている。
一番の問題は、100分台という高い要求精度が求められる精度だしである。曲げ工程の段階で、どうしても微妙な歪みや縮みが生じるために、補正や調整をしながらつくり直すこと3回。あわせて調整する際の“逃がし”の箇所をどこに設定するかも、一つのポイントとなる。この製品の場合は、高さを+0.05〜0.1mm高めに設定することによって、解決している。
「一番のポイントは精度だしですが、しかし外形の切断、型の製作など、精度面ではレーザー加工機が確実な精度だしをしてくれる。そうした意味でこの製品加工には、レーザー加工機が必要不可欠です。私たちの仕事は、製品の材料部が少ないために、曲げ段階でいかにバランスを取りながら調整していくかなど、レーザー加工機が出した精度に対応しているだけ。逆にいえば、その対応の中に、他社と差別化できるアイディアやノウハウが盛り込まれているということになるのでしょうが」(稲田照男工場長)
と、あくまでも控え目である。
|
|
 |
写真4
ビード出しを行ってからレーザー切断を行っている。 |
|
|

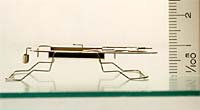
写真5 精度を保ちながらいかに全体のバランスを調整していく事が加工のポイント。 銀賞を受賞した「フィン」 |
|
 |
|
 |
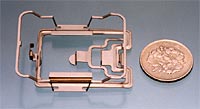
写真6〜7
3本のパイプ間のジャバラ部分を隙間無く、しかも5°の等間隔にはめ込んでいる。 |
 |
|
|
| も |
う一つ、銀賞を受賞した“フィン”は空調機の核となる部品の一部である。
この製品の加工ポイントは、3本のパイプ間のジャバラ部分(内側と外側の2箇所)を、隙間(アソビ)なく、しかも等間隔(5°)にはめ込むところにある。ジャバラ部分がパイプ面と隙間なく密着していないと、ジャバラ部分を固定するためのろう付け(図1参照)を施せないからである。
加工は、プレスブレーキによる1枚の平板の曲げの連続。まずは90°曲げの連続加工を行いながら、工程全体の4分の1ごとの時点で、調整をしながら精度だしを行う。最終的には全体を圧縮(押しつぶし)するために、調整の余裕がある90°曲げのときに精度だしをしておかないと、圧縮後では調整が不可能だからである。バネ鋼だけに、圧縮後も弾力性があり、全体のバランスを取りながら、角度だしをしていく。
外側のジャバラ部分の波形とは異なり、内側のそれは、ヘミング加工でないと構成できないために、工程的には3工程ほど増えたこと。さらには、ヘミング加工のため調整する余裕部分が少なく、外側と比べるとその難しさは倍加したという。また、全く原因のわからない精度の狂いが生じたこともあって、5回にわたる試行錯誤が繰り返されている。
「両者の製品とも、精度を保ちながら、いかに全体のバランスを調整していくかにつきると思います。加工方法のほとんどは私どもに一任され、創意・工夫が求められることが日常化していることもあって、今回の受賞は喜びと共に、今後の仕事への大きな励みになります。それだけに、それなりの苦労とアイディアが結晶した製品をつくりあげたときには、その製品を次回のフェアに出品しようかな、と思ったりする毎日です」(稲田照男工場長)
|
|
■株式会社バン製作所
本 社 大阪市平野区加美南5-2-24
TEL06-6792-2775
創 業 昭和42年12月
設 立 昭和61年6月
代表者 伴 貫次
社員数 10名
事業内容 家電製品・OA機器・空調機器・FAX・
コネクター関係の試作加工。
U R L http://www.banss.jp
E-Mail info@mail.banss.jp |
 |
 |
| 伴 貫次社長 |
稲田 照男工場長 |
|