第13回優秀板金製品技能フェア優秀製品
板金加工部品の部・銅賞受賞
|
『部品試作板金』 第13回優秀板金製品技能フェア優秀製品 板金加工部品の部・銅賞受賞 |
| Main menuへ | 有限会社鈴木工業(愛知県額田郡) |
 |
|
|
(写真1) プレスブレーキと簡易治具のみでビード出しと段曲げを行っている
|
|
|
初出品にして銅賞受賞に輝いたこの製品は、自動車用エアーバッグのカバーである。衝撃を受けると、枠内の内側部分が2つに割れて、エアーバッグが飛び出す仕組み。内側部分の開き具合の検討のために、10数回にわたる試作を繰り返すことになるが、今回の受賞製品は第1回目のものである。2年前に製品化したものだ。 |
|
|
|
|
|
|
加工上の一番のポイントは、枠側の連続したビード部分。ビード出しと同時に段曲げも要求されているからである。それを同社ではプレス金型を起こすことなく、プレスブレーキと治具を用いて要求された形状を出している。 |
(写真4)
 |
|
|
写真3〜4 ビード出しと段曲げを同時加工 |
|
| 納期まで日数があった(約20日)こともあって、鈴木工場長は他の仕事をしながらも頭の中で展開し、実質2日間で加工を仕上げたという。簡易金型の製作がこの製品の一番のポイントなのだが、ノウハウだけにその技術を公開することはできない。 「技術というより、発想の転換ですね。何十年もの経験を積んだ人は、その経験をもとにできる、できないの判断を下しますが、"素人"だから怖いもの知らずで、どんなに難しい技術課題でも何とかものにしてやろうとまず考える。ウチが断れば、他社に持ち込まれるだけのこと。できないというのは恥ずかしいですよね。私どもはどのような仕事も断りません。受注したものは、どのようなものも形にする、という心意気があったからできたのかもしれません」(鈴木工場長) |
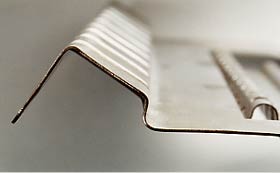 (写真5) 11カ所にビードが入っているにもかかわらずフレーム部もきれいに曲げ形状が出ている |
|
|
|
|
|
試作には常に斬新な発想が必要なことと、物作りに携わる心意気を強調する鈴木工場長だが、約2年前に加工したこの製品が契機となって、試作加工分野でも現在は大きな評価を得るようになっている。
「今回の出品製品のような成形があるものでも、培ったノウハウを活かして、低コスト・短納期で即座に対応できるのがウチの持ち味です。その技術を前面に押し出しながら、今後とも試作加工の分野に力を注いでいきたい。そうした意味で今回の受賞はまたとない励みになります」(鈴木社長) 鈴木社長は、15歳から板金加工の世界に飛び込み、研鑽を積んできた人。次回のフェアでは鈴木社長の"手づくり"製品にぜひお目にかかりたいものである。 |
(写真7)
 |
|
| 写真6〜7 衝撃時に開く内側の2枚のフレームは、スポットで結合。多列穴を施したうえでの曲げ加工となっている |
|
|
|
|
■有限会社鈴木工業 本 社 愛知県額田郡額田町大字下衣文字貢貞8-2 TEL 0564-82-3377 創 業 1976(昭和51)年 設 立 1986(昭和61)年 代表者 鈴木信夫 社員数 20名 事業内容 トラック・住宅・農機具・電力・通信機器関連製品の筐体やカバーなどの板金加工 |
|
| Main menuへ | Topへ |

 (写真3)
(写真3)
 (写真6)
(写真6)

