
|
板金加工部品の部・銀賞 『排出カバー』 株式会社田名部製作所 (福岡県山門郡) |
|
| (写真1) 機械本体から微粒な粉体を外部に排出する通路のカバーとなる。 高精度切断を行うレーザー加工、高度の熟練技術に裏打ちされた曲げ加工、TIG溶接による組立て技術を融合させ、 長年のノウハウをベースとした”まとめ技術”によって完成度の高い試作品となっている。 | ||
|
|
||
| 田名部製作所のホームページのトップには"水のように―紙細工のように―金属を自在に繰り、進化し続ける技術集団です"とある。 プレス加工からスタートし、板金加工ならびに精密製缶へと拡大して複合型加工企業にとシフトしてきた同社は、試作加工からロット生産まで幅広い生産対応を図る。なかでもいま力を入れているのが試作分野。総合技術を必要とする試作加工を深化することにより、さらに保有技術を高度化させて受注の対応力を強化しようというもの。金属を自在に繰り、進化し続ける技術集団として、異形状の難加工に果敢に挑戦するのが現在の田名部製作所だ。 |
 (写真2) 扉を開けた状態。密閉度を高めるため扉の裏側にはラバーが貼られている。ロックの金具は自社製 |
 (写真3) 底部となるフランジ側から見た状態 |
今回の受賞製品は試作品である。初の出品で銀賞受賞となった。粉体製造装置に取り付ける排出口カバーだ。粉体は機械本体からこのカバーを通って外部に排出されることになり、当然、カバー内部は機械出口からカバーの排出口まで、粉体がスムーズに流れ落ちる形状を構成していなければならない。微粒な粉が堆積しないよう排出口に向かって流れるような線を構成することが必要となる。その実現のためには、カバー本体の円筒部と排出口となる円環部の"つなぎ部"の製作がポイントとなった。つなぎ部は4部材で構成されており、曲げ成形は汎用のプレスブレーキをつかい、ウレタン製のスペーサーをかませて送り曲げで微調整しながら最終形状としている。
|
 (写真4) カバー本体と排出口の間のつなぎ部が加工のポイントとなった。 |
排出カバーを構成する部材は全部で9点。すべてステンレスだ。板厚はフランジが12mm、蓋が5mm、その他は2mm。排出口の先端に巻かれているφ5mmの丸棒以外は、板材からの成形である。形状切断はすべてレーザー加工で行い、円筒部はプレスブレーキによって曲げている。ひずみを避けるためにできるだけ溶接レスの構造としながらも、最終形状にするときには溶接を有効利用しているのも加工テクニックのひとつ。フランジに円状にケガキ線を入れ、ケガキ線に合わせて円筒を仮付けし、円筒上部もレーザー切断した円板が基準となっている。カバー本体と円環部の間に入るつなぎ部も溶接で半ば矯正しながら組み立てて最終形状としていることに注目したい。高精度切断を実現するレーザー加工、高度に熟練した曲げ加工、そしてTIG溶接による組立技術を効率よく融合させた製品加工例ということができる。
|
受賞製品は展開から溶接組立まで多能工化された技術者によって製品化されている。
現場技術者の多能工化は工程のネット化、デジタル対応と合わせて、田名部製作所が推進する大きな柱である。
試作は顧客が求める異形状にすばやく対応する"まとめの技術"がポイントとなるが、その実現のためには多能工化が有効との考えからだ。
加工現場には新たにネットワーク対応の下降式ベンダーHDS-1303NTが導入され、複合型加工企業としての態勢はマン/マシン両面からさらに強化されたことになる。

(写真7) 新導入の下降式ベンダーHDS-1303NT |
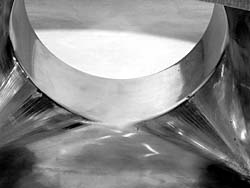 (写真5) つなぎ部を内側から見た状態。写真の上部が排出口
(写真5) つなぎ部を内側から見た状態。写真の上部が排出口
 (写真6) 試作品例。型を起こさずに複雑な成形を効率よく形状化している
(写真6) 試作品例。型を起こさずに複雑な成形を効率よく形状化している
|
|

|
|||||||||||||||||||||
| インタビューに応えていただいた 田名部 淳 総務課長 |
||||||||||||||||||||||