| |
 |
|
第15回優秀板金製品技能フェア優秀製品
溶接を主体とする組立品の部・銀賞
『放熱カバー』
株式会社昭盛工業製作所(神奈川県綾瀬市) |
|
(写真1) 材質はアルミニウム、板厚は2mm。溶接主体にもかかわらず、総合精度を±0.3mm以内におさめている。 |
| |
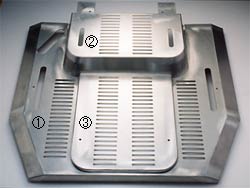
(写真2) 下部本体①、凸形状②③の3部材で構成されている
|
初の出品で銀賞の受賞となった。
「受賞は全く視野に入れていなかっただけに、喜びというよりは驚きの方が大きかった。しかしアルミの溶接技術に関しては他社には負けないという自負はあっただけに、今回の受賞は、日々蓄積してきた加工技術が銀賞という形で評価されたものと考えています。地道な努力の成果が公的に認知されたということが一番の喜びですね」(望月 猛社長)。
望月猛社長は以前から、フォーラム246に展示されているフェア受賞製品をたびたび見ていただけに、今回は満を持しての出品でもあった。 |

(写真3)
(写真3~5) 裏側から見た状態とコーナー部。”姿切り”で部材取りし、曲げを多用して形状化。Rの付いたコーナー部のみ別部材で嵌め込みになっている |
|
受賞製品は試作品として製作されたもの。軽量化が一つのポイントになっているため、材質はアルミニウム。板厚は2mm。溶接主体にもかかわらず、総合精度を±0.3mm以内におさめているのも受賞の要因のひとつ。形状寸法は、幅700mm×奥行837mm×高さ67mm。
ベースとなる下部本体①のうえに凸形状②③が乗っているように見えるように、製品は大きく分けると3点の部材で構成されている。3部材とも穴明けはNCTを使い、外形切断はレーザー。溶接箇所をできるだけ少なくするために、"姿切り"を採用しており、外形切断をレーザーで加工しているのは、曲げ部に深い切り込みがあるためだ。3点の部材ともそれぞれ、姿切り⇒曲げ⇒溶接で形状化し、①の上に②を乗せて接合部を全周溶接し、その上に③を乗せて溶接。完成品となる。
|
| |

(写真4)
|
「第一のポイントは展開ですね。 歪み、そしてアルミ溶接の難しさから、できるだけ溶接箇所を省き、曲げを多用する手法をとりました。3部材とも、姿切りし、角度曲げの後に溶接して最終形状にしていますが、②③の部材はR曲げの部分があり、そこが難加工となったのです」と語るのは展開を担当した深沢 実取締役工場長。
計4箇所のR曲げ部分は、小さく切った部材を3本ロールで曲げ、形状化した②③の部材に当て嵌めて溶接する方法をとった。溶接工程の負担を軽減するために曲げ精度が重要なポイントになったが、馬場善次製作担当が自分で工夫した治具を使っての加工となった。
「熱伝導率の高いアルミ溶接の難しさは誰もが認識していることですが、特にR曲げした部材と本体との溶接は、少しでも歪みが出れば本体との突き合わせ部が合わなくなってしまいます。熟練した技能がなければほとんど不可能ですね。この製品は、R曲げから溶接まで、溶接経験約40年(アルミ溶接の経験は約15年)のベテラン社員が一人で加工しています。省溶接を図ったとはいえ、オールアルミの部材をアルゴン溶接で接合していくためには、歪みの修正、仕上げまでも含めて、彼の経験と工夫、センスが結集したからできるのであって、決して数値化はできません。
最近は軽量化のために、取り扱う加工材料も、その半分がアルミニウム。アルミの加工技術に取り組み、特化してきたという背景があったからこそ、受賞に結びついたのだと思います」(望月社長)
|

(写真5) |
|
現在、同社は半導体製造装置メーカーの協力工場として、アングルやカバー類、各種内部部品などの加工を行っている。アルミ溶接に加えて絞り加工の高度技術も保有していることから、必然的に"難しい仕事"が集中。お客様からの信頼も高い。
|
| ■株式会社昭盛工業製作所 |
| 本 社 |
神奈川県綾瀬市深谷6880-3
TEL 0467-76-1553 |
| 創 業 |
1964(昭和39)年 |
| 設 立 |
1965(昭和40)年4月 |
| 代 表 者 |
望月 猛 |
| 資 本 金 |
1000万円 |
| 社 員 数 |
8名 |
| 事業内容 |
半導体製造装置のアングル構造物・カバー・筐体などの精密板金加工 |
|
|
 |
| |
望月 猛社長 |
|
