乥儊僯儏乕乥桪廏斅嬥惢昳媄擻僼僃傾儂乕儉儁乕僕 |
丂
乮幨恀1乯丂挿擭偺娫偵抸偒忋偘傜傟偨僲僂僴僂偑嬅弅偝傟偰偄傞庴徿惢昳丅壛岺曽朄傪抦傞傎偳偵惢昳偺墱怺偝傪抦傞偙偲偵側傞
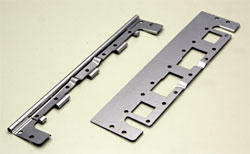
乮幨恀3乯 乮幨恀4乯 乮幨恀3,4乯庴徿惢昳偵椶帡偟偨宍忬偺傕偺丅僇乕儕儞僌偡傞慜偲僇乕儕儞僌屻偺忬懺傪帵偟偰偄傞丅 乮幨恀5乯 慡懱偵價乕僪偑擖偭偨傕偺傪嬋偘偨惢昳丅價乕僪偲價乕僪偺娫偺崅偝傪杽傔傞傛偆偵愊憌嵽傪摉偰偑偄嬋偘壛岺傪峴偆