技を究める
|
メニュー
|
優秀板金製品技能フェアホームページ
|
第16回優秀板金製品技能フェア優秀製品
板金加工部品の部・銅賞
『半導体部品用の
洗浄機部品』
龍前製作所(東京都昭島市)
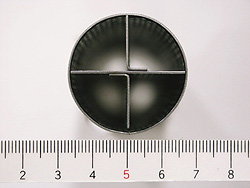
(写真1) 長尺材での円筒曲げで±0.1mmの精度を出す技には長年のノウハウがつめこまれている。龍前建司代表の手技の結晶だ。
半
導体洗浄装置に組み込まれる部品等が受賞の対象となった。汎用ベンダーで小径の円筒曲げを高精度に行ったことが評価されたものだ。写真1の左が半導体部品用の洗浄機部品(材質SUS304、板厚0.8mm、長さ580mm、外径32mm、内径30mm)。中央が同じく洗浄装置の一部に使用される部品(SUS317、0.4mm、300mm、6.35mm、5.50mm)、右が原子力関係の部品(タンタル、1.5mm、250mm、16mm、13mm)。いずれも要求精度は±0.1mm。
写
真1の左の洗浄機部品で説明したい。これは半導体洗浄に使われる水をナノレベルで濾過、不純物を取り除いて純水に精製するもの。パイプ状の主部品と、それと同じ長さを持つ十字形の補強材からなっている。不純物を除去する必要性から主部品および補強材には微細な穴が無数にあいているが、材料自体は市販のパンチングメタル材で対応した。
加工するに当たってはまず、この材料をもとに展開寸法を計算して板取りする。次いで主部品を丸める作業にはベンダーを用いた。特筆すべきは、専用金型を使わずにFR(送りアール)曲げで加工した点で、両端の端曲げから入って一定のピッチで少しずつ送りながら、徐々に中央部へと移動する加工法をとった。この手法はケガキ合わせが難しいうえに、一定のピッチで多数曲げを行うため多段折れが発生しやすい。なだらかなR形状にならないばかりか、長尺材ゆえに中央部が弛みがちで、精度的な要求をクリアするのは厳しい。だが、「そこは長年の経験と勘」(龍前建司代表)と事もなげだ。
(写真2)正面から見ると精度の高さがはっきりとわかる
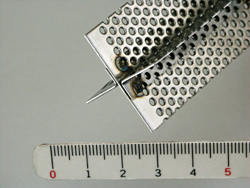
(写真3)アルゴンでの点付け溶接をし、最後は専用のならしハンマーで精度を出す
(写真4)十字形の補強材は2枚の板を90°に折り込み、スポット溶接
(写真5)手前の製品には丸棒がスムーズにおさまる。精度の高さを証明している
ノ
ウハウは秘中の秘。強いていえば最初の端曲げから丁寧かつ慎重に折り込んでいくことです。アルゴンで点付け溶接したあとの最終的な精度出しについては専用のならしハンマーで補修しました。傷をつけないで均一に叩いて通り精度を出すのもこれもまた修練のたまものです」(龍前代表)
その意味ではまさに昔ながらの熟練の技だ。一方、十字形の補強材の加工法については主部品の長さと同じ寸法の部品を3枚板取りするが、1枚は主部品の内径と同様の幅寸に、残り2枚はその半径よりもやや長めに計算した幅寸で切断。その後、内径と同様の幅寸の板に両側から2枚の板を90°に折り込んでスポット溶接で十字形に組み合わせるという手順を踏んだ。これも手作業が主体。
「受賞のポイントは円筒状の長尺材で精度誤差が0.1mm内に収まっていることでしょう。金型なしでFR曲げした点も評価されたと思います。先端の技術ばかりではなく、いわばローテク主体でつくった製品が受賞したことで、改めて自分の仕事に自信がつきました。モノづくりは面白いですね」(龍前代表)
■龍前製作所
本 社
東京都昭島市宮沢町2-5-31
TEL 0425-41-4499
創業
1975(昭和50)年
代 表 者
龍前 建司
事業内容
飛行機内装部品、半導体製造装置部品などの板金加工
龍前建司代表