2007/10
|
|
|
|
2007/10 |
|
|
航空機座席部品・OA機器筐体 ・原子力発電所保温関連の3本柱は健在 |
||||||||||||||||||||||

|
|
|||||||||||||||||||||
| 創業まで | |||
「18年間、東芝総合研究所に勤務した私にとって この転職は驚きの連続でした。内側に入って製造現場を見回すと、私たちの常識から20〜 30 年遅れていると、率直に感じました。私は図面に関しては何とか読めますが、板金図面というと展開能力がないと難しい。また、発注元の図面の引き方もバラバラで統一されてなく、モノを製造するのに「製造指示書」も無ければ作るための「製造手順書」も無い。まして今まで作ったモノの「データ」もバラバラでファイルされておらず、生産管理も生産技術も低レベルという状態でした。 究極は働いている人たちが「3Kの代表」のように汗と油にまみれて奮闘している姿でした。今までモノづくりのルールに則ってやってきた自分には驚きと共に「これは何とかしなければ」という気持ちで、パソコン「ロータス123」を持ちこみ「受注と出荷と売上」を管理しようと考え生産管理のスタートを切りました」。追立社長は入社当時を振り返る。 |
|||
| 先代社長の夢、故郷に錦 | |||
| バブルが崩壊、9割依存していた大手スチール家具メーカーが地方へ統廃合され下請けの洗い直しをするという。当然、地元企業に仕事が回されてしまうだろうと危機感を覚え、1
社依存から脱却すべく営業にも力を入れるようになっていく。 先代社長は新潟出身。横浜市戸塚で仕事をしながら、いつかは故郷で、の夢があり1988 年に現在地を購入し新潟工場として操業した。しかし、横浜と新潟と、分散していることの不都合を解消するために、戸塚区の本社工場を閉鎖し、従来の新工場を本社として機能させ、業務を集約して、一気通関の生産体制を構築した。 新潟工場立ち上げ時に請われ、都心を離れて参加したのが義弟である菅原常務。 |
|||
| 7 〜10万パーツ/月 | |||
1.EDI 受注を自動で受注入力できる 2. 受注データと一緒に図面管理ができる 3. 改定が多いため改定図面が管理できる 4. 工程管理(特に板金加工の)が できる結果、ケーブルソフトウェア社製の受注・出荷モジュール+Mが候補に残りました。「受注出荷モジュール+M」は4項目は勿論、板金製造の会社が欲しいと思う項目は全て網羅されていて最適との結論が出ました。導入と同時にEDI 情報の自動入力を主に受注管理、図面管理、出荷管理に活用しました」。 導入に際して明確な要望を設定し厳しく吟味していった経緯を話す。 |
|||
| 平成16年に加茂工場設立 | |||
|
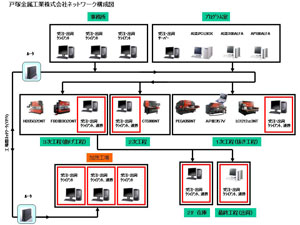
本社工場が手狭になり加茂工場(加茂市)を建設、十数キロ離れた 同工場とはMDI のネットワークを介して生産管理の情報交換は瞬時にでき、最近では全図面の入力および改定図面の管理もできるようになった。今年の3 月からは現場端末を6台に増設して工程進捗管理をスタートした。 |
|||
| 理想的な作業手順書 | |||
「加工機の高速化やシステム化が先に進んで行くのは勿論だが、このような作業方法や加工方法など、底辺の体質が元のままでは結果、使う人によって出るはずの増加利益も出なくなると思います。加工ノウハウが個人所有の情報になっている。単に加工方法といってもスキルの高い人と低い人とでは違う加工方法で加工した方が良い場合もあると思います。すなわち「作業手順書」=「作業の標準化」ということにしていきたいと考えています。今年の6 月からフォーマットやマスター作りに入り、マスターに関してはボトムアップで現場の担当者が「何をどのようにしたか」を直にパソコンに入れていく方法です。新規品の作業手順書は、最初は白紙でスタートして 工程が進む毎に埋まって行き、リピートが繰り返される毎に完成度が増すという仕組みです。現場の担当者が入力したものがマスターになる訳ですから都度、モノづくり以外の、キーボードで打ち込む作業を全員が忘れずにやれるか?と。それらのフォーマットは誰が決めて作成するのか?と二つの大きな問題があります。二つ目のマスターや指示書などのフォーマットの作成及びアプリケーションの変更作成に関してはプログラム経験のある社員が、「アマダさんの「インフラサポートサービス」は大変良いシステムです。自社のネットワークにアクシデントが発生した時に電話をすればインターネットを介してこちらのネットワークに入ってきて即座に原因を究明して解決してくれます。更に、今、チャレンジしている手順書のフォーマット等を作る上で相談したい時などケーブルソフト社に電話をすると、すぐにこちらに入ってきて共通した画面で一緒に考えて教えてくれ「インフラサポートサービス」は大変頼りになるようです」と具申してきた。 「問題1 つ目の、現場の担当者にパソコンを使わせる件では入力忘れが無いように指導していきたい。“生産管理は社員教育から”ということです」。 |
|||
| 検査結果を形状で残す仕組み | |||
FAX で送られてくる状況で、まだまだこのハイテクの時代に沿ったIT 活用を推進していきたいと考えています」。 追立社長と菅原常務は独自の検査結果を形状で残す仕組みの構築に意欲を燃やしている。 |
|||
| その他の記事 Sheetmetal&digital-bankin.com はこちらからご覧下さい。 | |||