- ベンディング金型 加工情報
- 曲げの種類・ダイのV 幅選定
■ 曲げの種類・ダイのV 幅選定
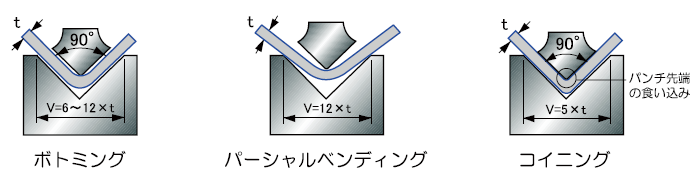
■ 曲げの種類
| エア ベンド |
ボトミング | 曲げた後、ワークとダイの面が接触する曲げ。
比較的小さい加圧力で良い精度が得られる。 最も多く使われている。 |
|---|---|---|
| パーシャル ベンディング |
曲げた後、ワークとダイの面が接触しない曲げ。
底押しでなく空気と接触した状態でワークを曲げる。 |
|
| コイニング | 曲げた後、パンチ先端部をワークに食い込ませ、スプリングバック
を殺す曲げ。
非常に曲げ精度がよいが、ボトミングの5 〜 8 倍の加圧力が必要 |
|
■ ダイのV 幅選定
ワークの板厚を目安とし、さらに曲げ圧力、内側曲げ半径、最小フランジ寸法などを考慮してV 幅は決定 されます。板厚を目安とするV 幅は下表の通りですが、このV 幅により決まる内側曲げ半径 i r(≒ V / 6)が製品仕様を満足するかどうか、製品のフランジ長さが最小フランジ長さより大きいか どうかなどを確認しV 幅の選定を行います。
| v幅 | ||||
|---|---|---|---|---|
| 板厚t(mm) | 0.5 〜 2.6 | 3.0 〜 8 | 9 〜 10 | 12以上 |
| ボトミング | 6 × t | 8 × t | 10 × t | 12 × t |
| パーシャル ベンディング |
12 〜 15 × t | |||
| コイニング | 5 ×t | |||