- パンチング金型 加工情報
- 下向きバーリングとタッピング金型の活用
- ③有効に加工するために
■ ③有効に加工するために
・成形金型の特質として抜き金型よりパンチ上昇のタイミングが遅れますので、M08(パンチ完了遅延開始)、M09(遅延終了)を入れてください。(AP100で金型登録する際に指示することも可能。用途を成形突起金型としてください。)
・多数個取りプログラムの場合、下向きバーリング及びタッピングは多数個すべて同時加工となるので、試し加工(1枚のみ)を行うことは出来ません。対応方法として単品プログラムを別に作成して要らない材料等で試し加工を行ってください。
・下向きバーリング及びタッピング加工時はマシン軸速度をF3もしくはF4に下げてください。引っかかり軽減のために必要です。(AP100で金型登録する際に指示する事も可能)EM機の場合はFAモード(M120)をお勧めします。
・下向きバーリング及びタッピング加工が最終工程に来ているかAP100シミュレーション画面で確認してください。最終工程ではない場合、下向きバーリング及びタッピング後の加工でターレット内の金型と成型部が干渉し製品が不良になる恐れがあります。
・ジョイント個所を通常より多目につける、もしくは片側0.05mm程度多めにします。軸移動時にテーブルやダイホルダー等に干渉するために、ミクロジョイントが外れやすくなるためです。
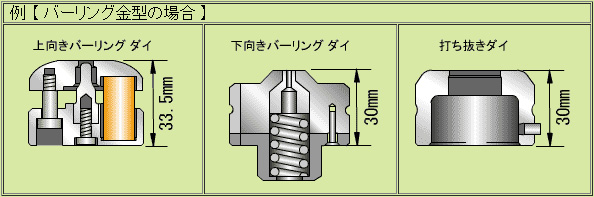
下向きバーリング加工 もう一つのメリット
上向き成形金型に比べダイの高さが低く出来ますので、製品への裏傷が軽減できます。
【注】
・特殊バーリング加工の場合、ダイ高さが変わる場合がありますのでご確認ください。
・金型、ターレット、テーブルへの干渉による擦れ傷は発生しますのでご注意ください。
・十字溝付きバーリングダイは高さ33mmとなります。
■ 最後に
各項目で説明した内容を活用していただければ、下向きバーリング及びタッピング加工
が可能になってきます。
しかし、一つでもノウハウを実行出来ないと引っかかりが発生いたしますので注意が必要
です。
またNCTマシンには、軸移動時に材料を浮上させて製品裏面への傷軽減を可能
にした、ブラシ浮上テーブルや、上向き成形加工でもダイの高さが30mmに保てる
P&Fなどの高付加価値オプションを設定した機種も用意しております。